热喷涂常用的修复类型有哪些
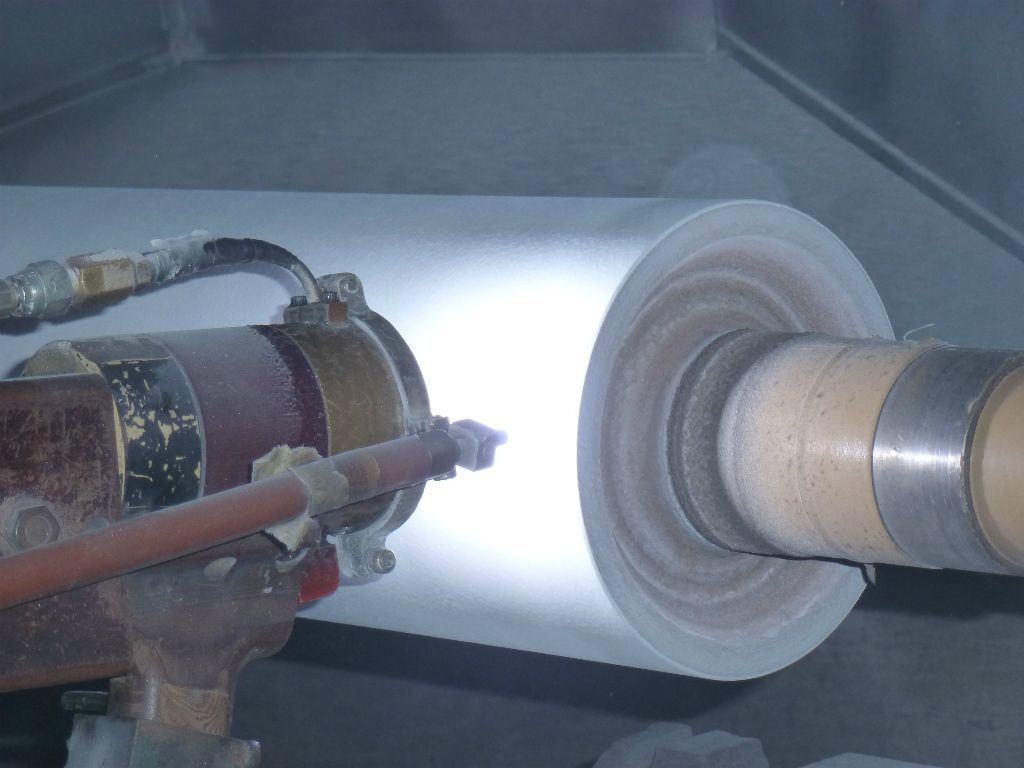
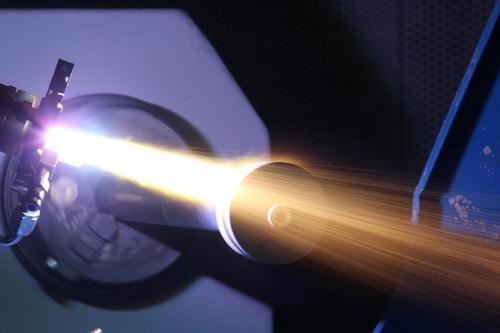
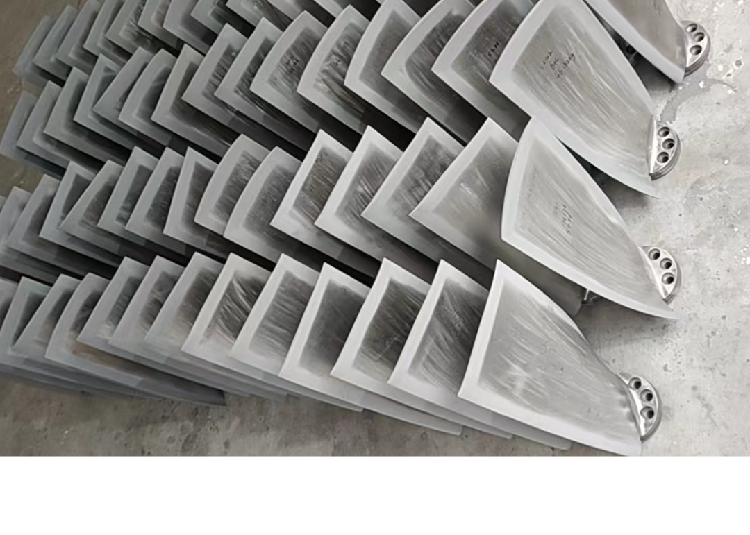
火焰喷涂、氧乙火焰粉末喷涂、氧乙火焰线材喷涂、氧乙火焰喷焊、高速火焰喷涂(HOVF)、电弧喷涂、等离子喷涂、大气等离子喷涂、低压等离子喷涂 1.各类水泥机械轴类、孔类、平面类、异形类表面的磨损,配合位失效,轴承位,密封位,轴瓦位的磨损等可进行机械修复,或现场修复! 例如:各类破碎机主轴轴承位;动鄂承孔;各类输送风机主轴(如罗茨风机);各类电机转子轴承位;磨机、减速机齿轮轴轴承位;罗旋绞刀的罗旋面,塔基、隔仓板、衬板冲刷面的强化加强寿命等等的表面处理和修复,很多磨损可现场修复!各类水泥机械轴类、孔类、平面类、异形类表面的磨损,配合位失效,轴承位,密封位,轴瓦位的磨损等可进行机械修复,或现场修复! 2.各类模具的损伤、拉伤、塌角、碰伤、凹坑等导致模具失效均能修复和现场修复!修复后模具不退火,不咬边,不变形,结合强度除电刷镀为离子键结合外,其它都为冶金结合,结合强度可与基体媲美,修复后材质和硬度可根据模具基体选择!塑料注塑模具、锌基合金塑料模具、电视机壳模具、轮胎模具、各种注塑模具内腔,电话机模座,乒乓球模,望远镜模,自来水表模,塑料桶,塑料杯等塑料用品模、玻璃模具、冷冲模









 ·
扫码登录
·
扫码登录


